Veeder Root Sensor Testing

Ust Leak Detection Systems Annual Inspection Requirements For Nh And Ma

Discriminating Dispenser Pan Containment Sump Sensors Veeder Root

Veeder Root Plld Sensor W Out Swiftcheck National Petroleum Equipment

Non Discriminating Standalone Dispenser Pan Sensor Veeder Root
Sump Monitoring Sensors Veeder Root

Dual Point Hydrostatic Reservoir Sensor Veeder Root
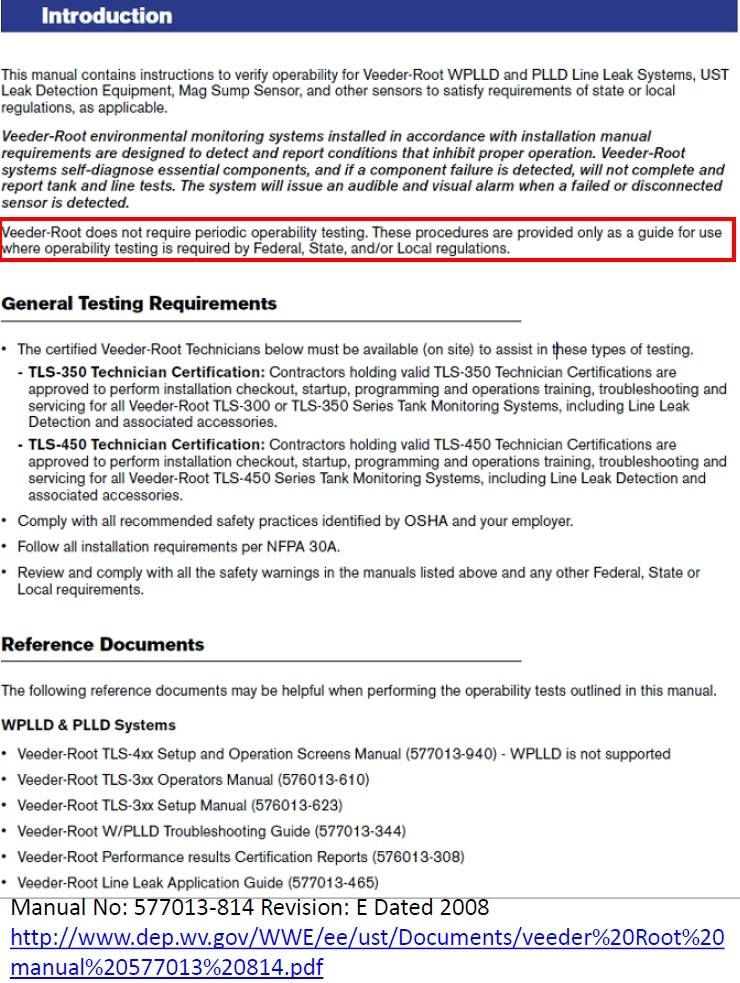
Veeder root shall not be liable for errors contained herein or for incidental or consequential.
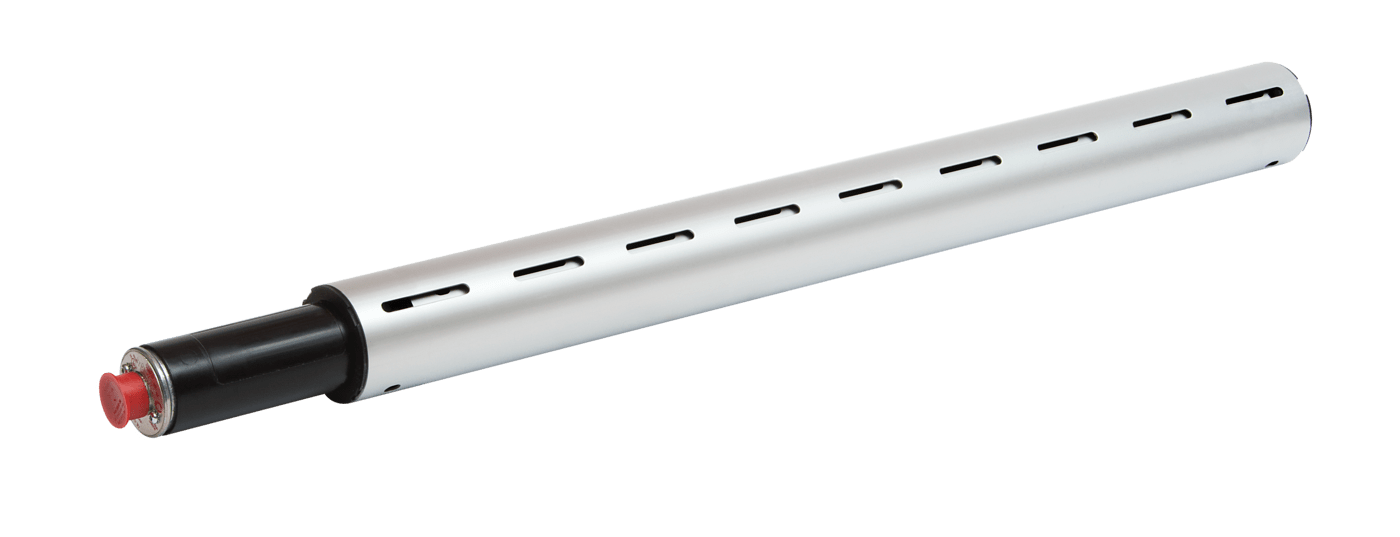
Veeder root sensor testing. Annual test needed alarm q t system failed to perform an annual test 0 1 gph. The piping sump sensor is installed in a containment sump and will detect the presence of a liquid. Detect dangerous hydrocarbon vapors in dry monitoring wells. Non discriminating piping sump sensor.
Periodic test fail alarm. Input or sensor number. Each vacuum sensor must have an associated liquid sensor which. The veeder root mag sump sensor uses proven magnetostrictive technology to detect hydrocarbons or water in sump spaces.
The proper test method for wrap around sensors according to veeder root protocol is to raise it up to grade examine the sensor to ensure it s not damaged and then place the sensor in a liquid. Dispensing halts if programmed to do so. Learn about using the veeder root tls 350 to do a 0 2 gph leak test by ben thomas of ust training. The mag sump sensor also allows for quick and easy periodic operability testing using the sump integrity testing feature if required by local agencies.
Periodic operability testing if required by local agencies. Veeder root certified technician training the veeder root technical training program strives to provide our network of service technicians the highest quality highly accessible training so that our mutual customers will receive the best installation start up and service for their veeder root and red jacket equipment. Hardware failure probe or interconnecting wiring to console. Get class a b and c ust operator training today at http.
Where continuous monitoring of the sensor position is required by law site owners are. When vapors exceed a programmed threshold the vapor sensor sends an audible and visual signal to a veeder root automatic tank gauge console telling you where the problem is so you can act quickly to prevent serious safety and environmental hazards. Only tested while the pump is running. If an alarm state is indicated on the tank monitoring system display then the sensor passed the test.
0 2 test failure in fuel line or tank. Pressure sensor reading is less than 8 psi. System requirements satisfy regulations reduce exposure to risk leverage existing veeder root systems vacuum sensors connect to tank sump and piping interstices.

Veeder Root 12 Mag Sump Sensor W Sump Integrity Testing National Petroleum Equipment

Tls 350 Automatic Tank Gauge Veeder Root

Veeder Root Tank Interstitial Sensor For 7 6 To 9 Diameter Fiberglass Tanks Pmp

Atg Veeder Root Tls 350 Leak Test Youtube

Leak Detection Monitoring Sensors Veeder Root

Veeder Root Interstitial Steel Tank Sensor With 30 Ft Cable Pmp

Veeder Root Discriminating Dispenser Pan Sensor Pmp

Veeder Root Piping Sump Sensors With 30 Ft Cable Core Return Required Pmp

Probes Float Kits Veeder Root

Veeder Root 794390 700 Monitoring Well Vapor Sensor Global Fueling

Electronic Pressurized Line Leak Detection System Veeder Root

Veeder Root 794390 460 Interstitial Liquid Sensor For Steel Tank For 4 Foot To 12 Foot Tanks 30 S3

Veeder Root Wplld Sensor W Out Swiftcheck National Petroleum Equipment

Single Point Mini Hydrostatic Sensor Veeder Root

Veeder Root 330272 001 5 Foot Tls Tank Probe Cable S3

Tank Monitoring Accessories Veeder Root

Veeder Root Tls 350 Installation Manual Pdf Download Manualslib

Veeder Root Tls300c Tls300i Automatic Tank Gauge Petro Industrial
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct0iqijm8p22e Eahv1y Iazw28nh 1nfxp9k2g1u4m0fppfnb Usqp Cau

Remote Connectivity Options For The Tls4xx Series Atg Veeder Root

Technical Document Library Veeder Root

Veeder Root 794380 301 Single Float Hydrostatic Sensor Global Fueling

Veeder Root Tls 300i 3 4 Tank Configurable Console National Petroleum Equipment
Veeder Root Electronic Line Leak Detectors Petroleum Equipment Forum
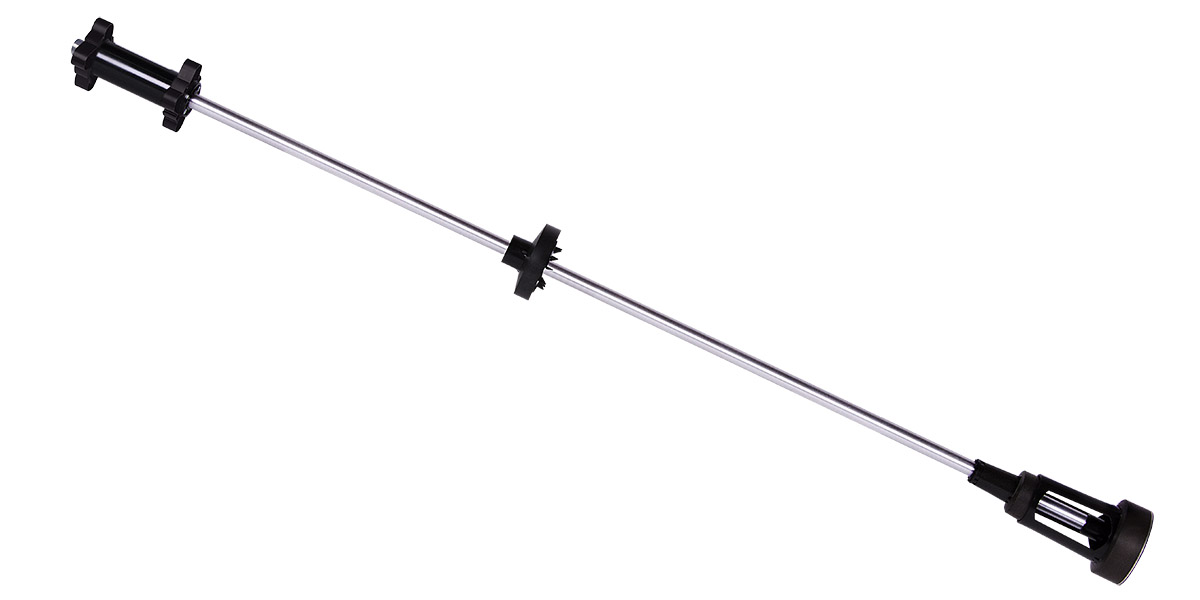
Magnetostrictive Plus Probe With In Tank Leak Detection Capabilities Veeder Root

Veeder Root 332812 001 Sixteen Input Universal Sensor Probe Interface Module Tls 450 Installe S3

Tls4b Automatic Tank Gauge System Gilbarco Veeder Root South East Asia

Amazon Com Veeder Root 330020 012 Universal Sensor Mounting Kit Automotive

Tls4 The Latest And Most Advanced Atg System From Veeder Root Gilbarco Veeder Root
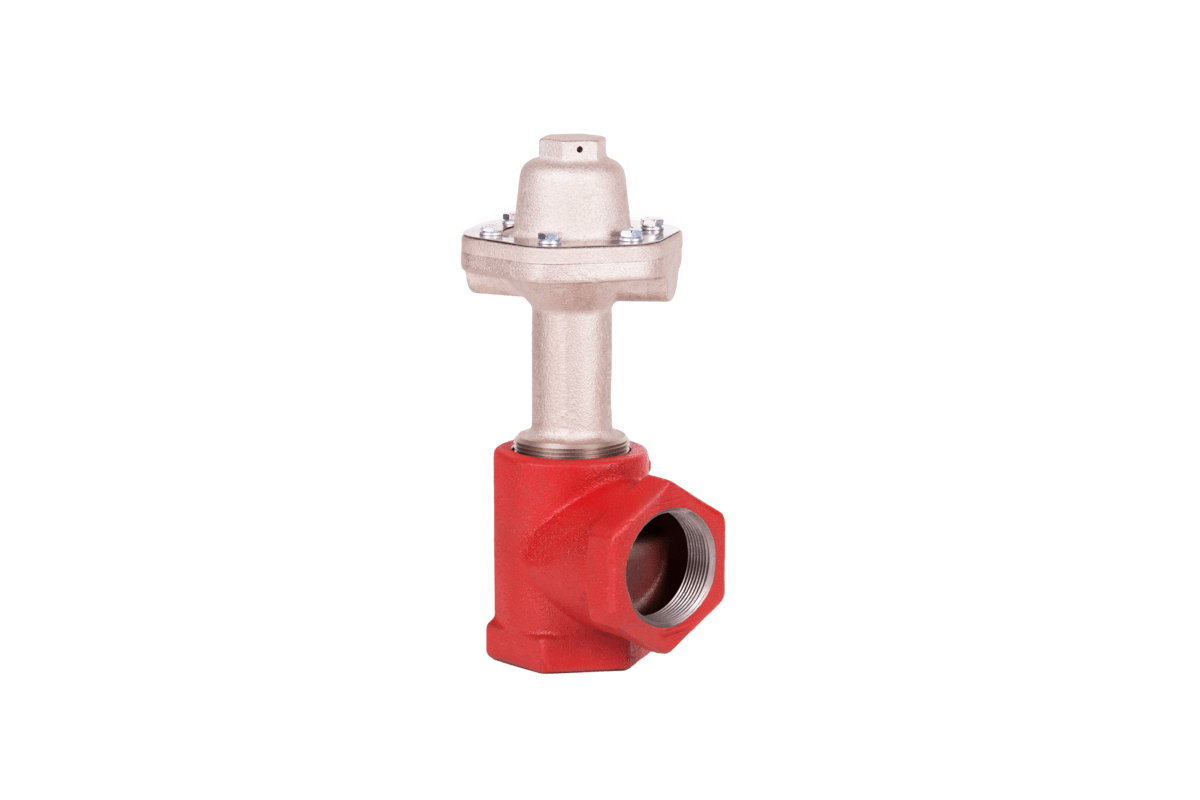
Red Jacket Fxv Series Mechanical Line Leak Detectors Veeder Root

Veeder Root 849490 002 Wireless Pressurized Line Leak Detection Wplld Kit With Swiftcheck Valve Spatco
Tls 300 Gilbarco Veeder Root South East Asia

Tls4 Gilbarco Veeder Root

Interstitial Secondary Containment Sensors Veeder Root

Veeder Root Tls 450 Tls 450 Touch Screen Tank Console

Veeder Root Tls 300 W Printer 4 Input Probe 8 Input Sensor Option Tray Ebay

Veeder Root Tls4 Automatic Tank Gauge Petro Industrial

Veeder Root C342 0462 Count Totalizer 12 24vdc Externally Powered Lcd Contact Or Logic Input Allied Electronics Automation

A103 007 Eagle Signal Counter Veeder Root A103 Series

Veeder Root Tank Management System Upgrade

Veeder Root Tls 450 Plus Spatco